Gestão do esforço e/ou dos movimentos
> das prensas manuais e pneumáticas
A EMG oferece todos os tipos de gestão da força e/ou deslocamento graças a soluções de sensores de força e deslocamento adaptadas a cada necessidade, para um controlo total das peças.
Esta é a qualidade garantida pela monitorização dos processos industriais:
> Controlo de qualidade permanente
> Controlo dos processos de fabrico
> Rastreabilidade total
> Acompanhamento da produção
A garantia de qualidade envolve o controlo permanente dos processos.
As prensas EMG, equipadas com sensores de força e/ou deslocamento, permitem a produção de peças conformes desde a fase de fabrico.
A deteção de anomalias é imediata se os parâmetros requeridos não forem alcançados, a unidade de monitorização emite uma mensagem "CONFORME" ou "NÃO CONFORME" através de um visor, um sinal sonoro ou bloqueando a posição da prensa.
Este sinal permite ao operador isolar imediatamente a parte danificada.
As informações são armazenadas na unidade de controlo e podem ser exportadas para um PC para efeitos de análise, estatística ou arquivamento.
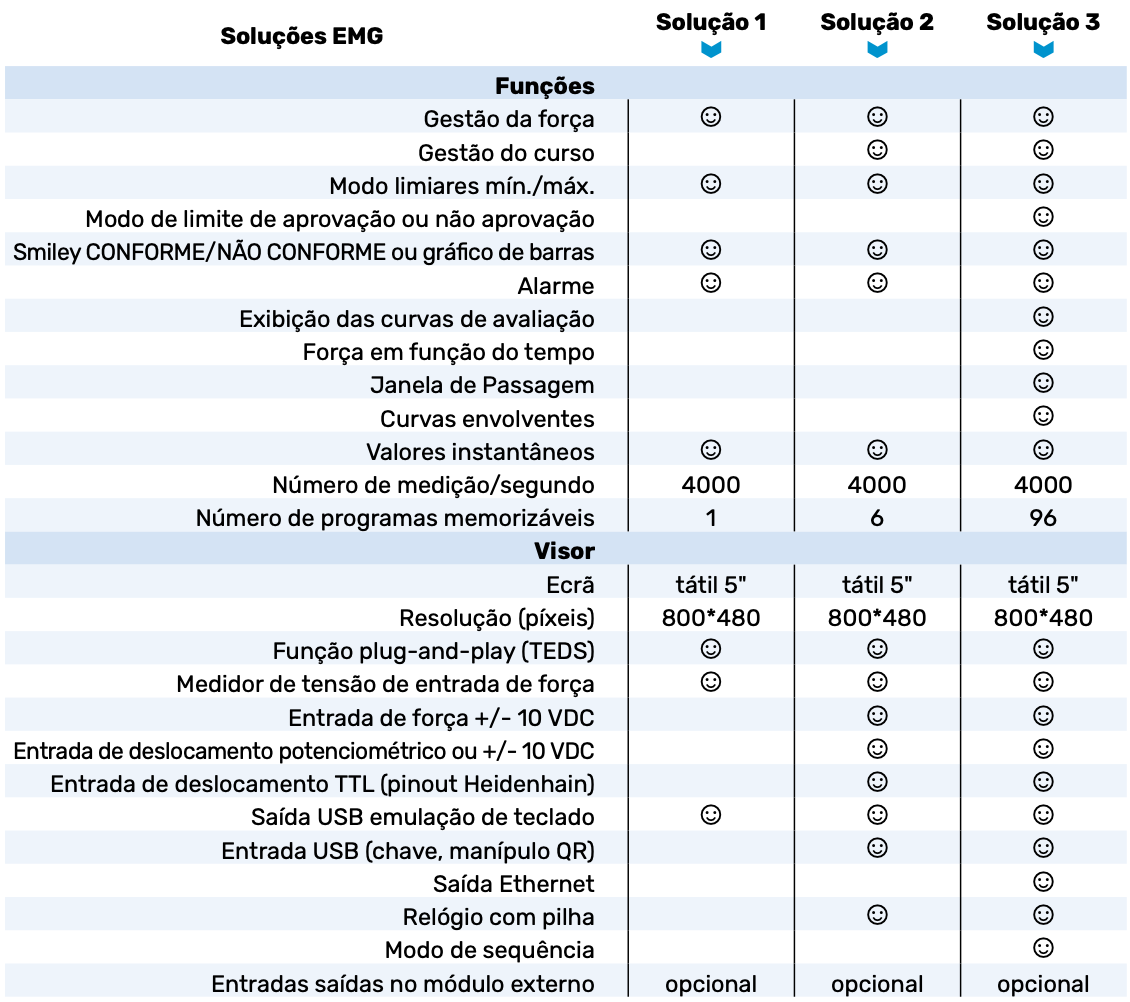
Existem três soluções padrão na gama
> Podem ser propostas soluções específicas de acordo com as necessidades dos clientes
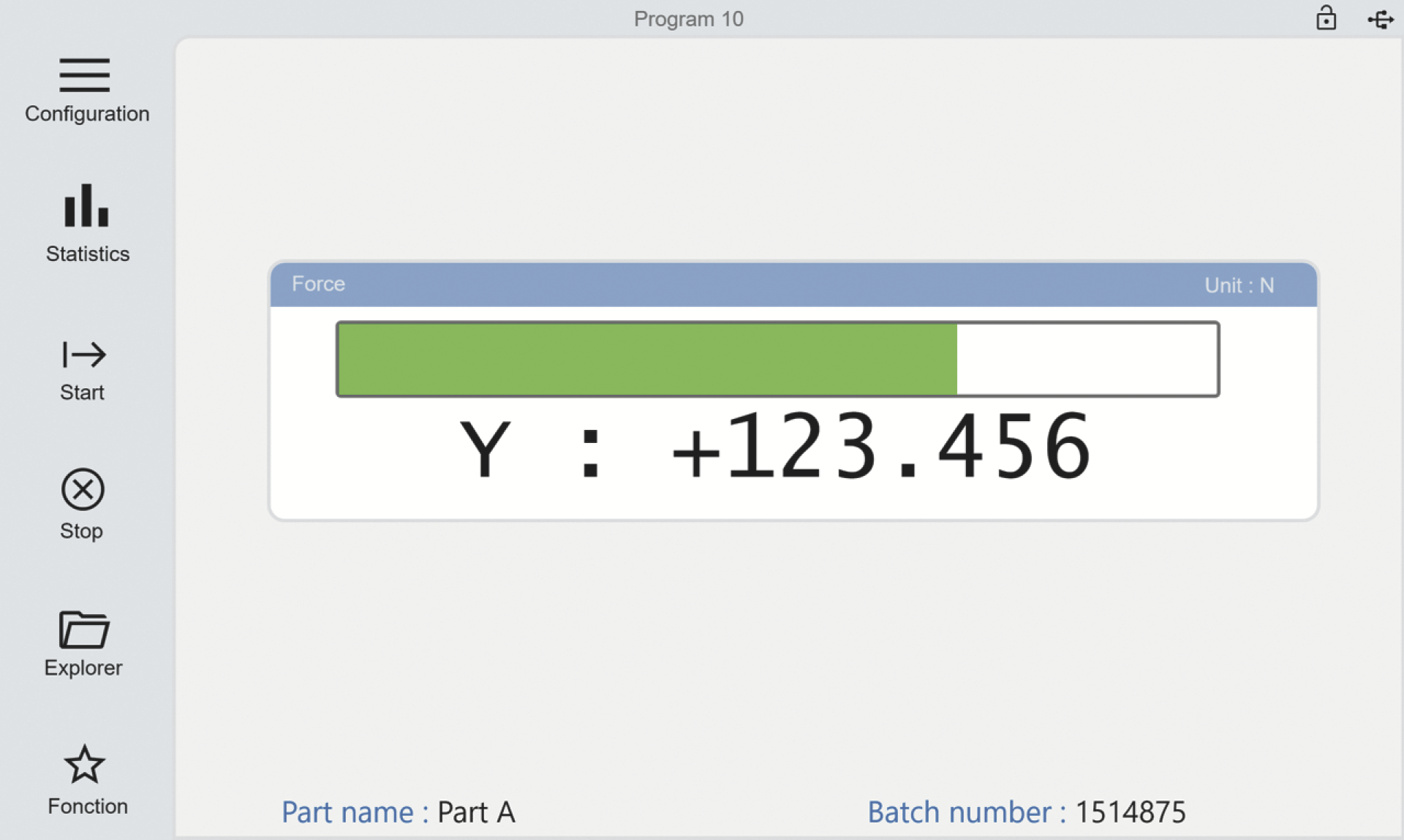
Solução 1
> Força
> Limiares mín./máx
A solução 1 permite avaliar a força instantaneamente ou
pré-ajustando uma força mínima e máxima. Um smiley verde ou vermelho ou um gráfico de barras, juntamente com um alarme, indicarão o bom funcionamento do ciclo da prensa. Os valores de referência também estão disponíveis.
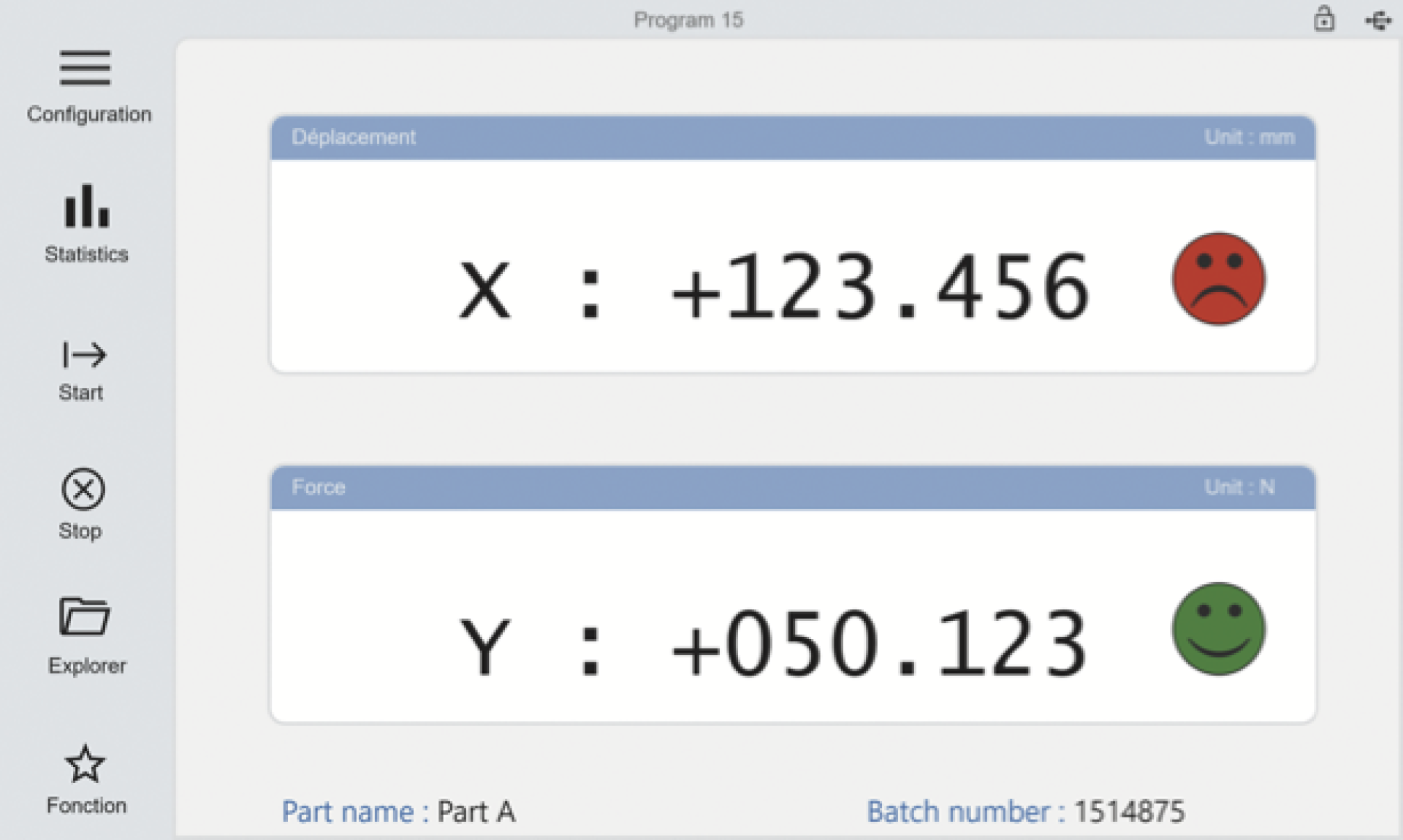
Solução 2
> Força
> Deslocamento
> Limiares mín./máx
A solução 2 permite avaliar a força instantaneamente ou
pré-ajustando uma força e um curso mínimo e máximo. Um smiley verde ou vermelho ou um gráfico de barras, juntamente com um alarme, indicarão o bom funcionamento do ciclo da prensa. Os valores de referência também estão disponíveis.
Solução 3
> Força
> Deslocamento
> Curvas
A solução 3 permite avaliar a força e o deslocamento definindo limiares, janelas ou curvas envolventes. A curva de avaliação surge imediatamente no ecrã. Um smiley verde ou vermelho, juntamente com um alarme, indicarão o bom funcionamento do ciclo da prensa.
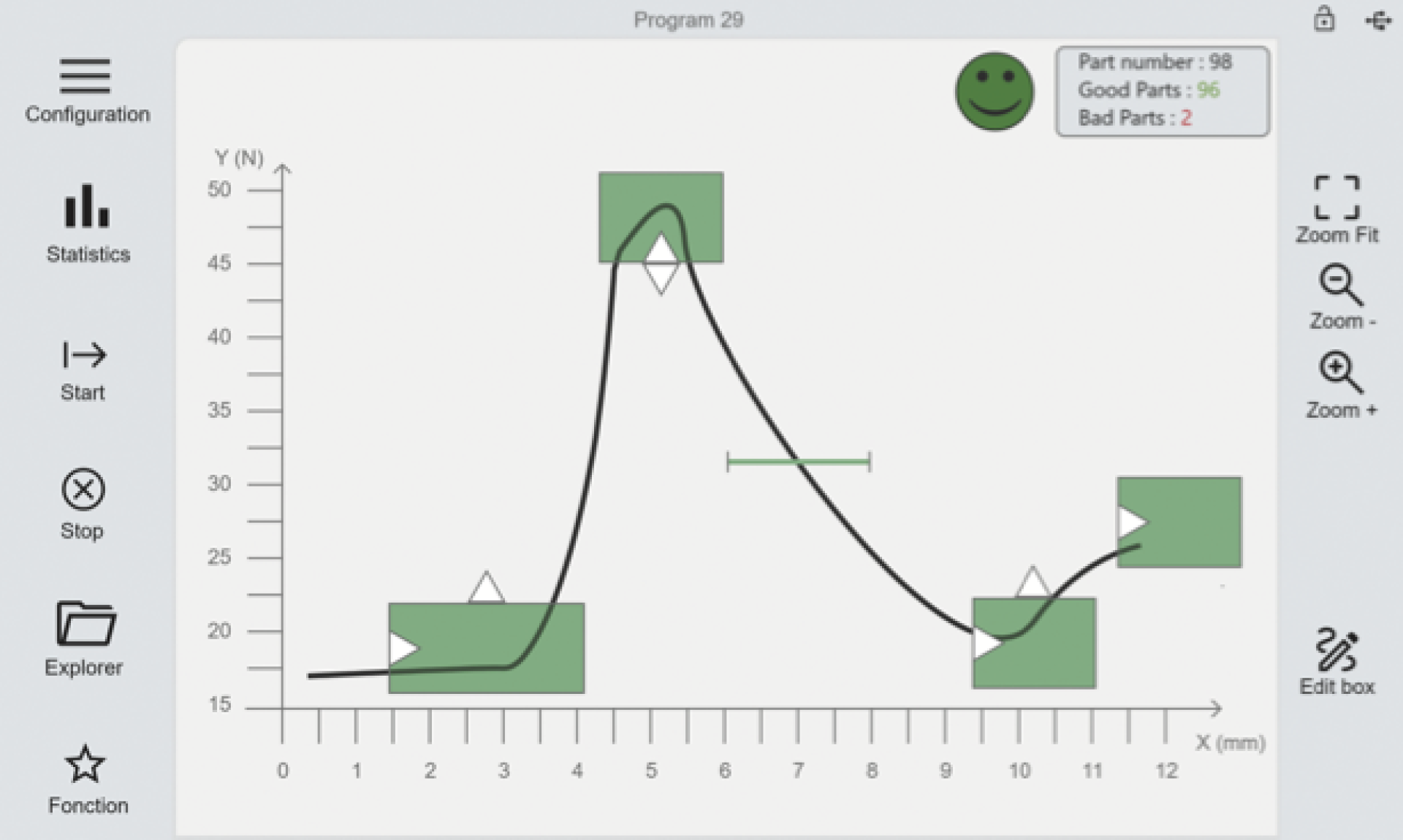
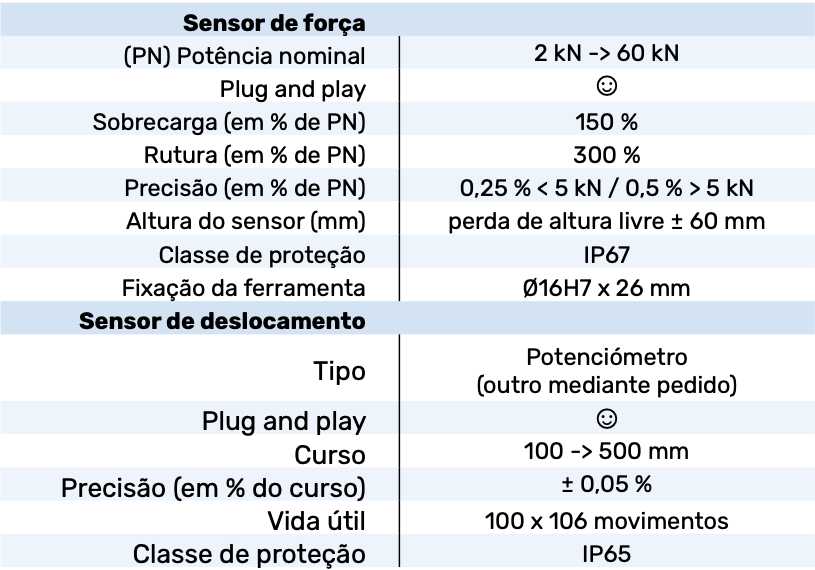
TABELA DE CARACTERÍSTICAS


Blog